Teknik Las Argon untuk Stainless Steel bagi Pemula
Pengelasan stainless steel membutuhkan ketelitian lebih dibandingkan material baja biasa. Selain harus menghasilkan sambungan yang kuat, proses pengelasan juga perlu menjaga tampilan permukaan tetap rapi dan tahan korosi. Karena alasan tersebut, banyak teknisi memilih teknik las argon atau TIG (Tungsten Inert Gas) untuk pekerjaan stainless steel.
Bagi pemula, memahami teknik las argon tidak hanya soal mengoperasikan mesin las. Pengaturan panas, posisi tangan, hingga kebersihan material sangat memengaruhi kualitas hasil akhir. Jika dilakukan dengan benar, sambungan las akan terlihat halus, kuat, dan minim perubahan warna.
Teknik Las Argon yang Benar Dimulai dari Persiapan Material
Sebelum mulai mengelas, pastikan permukaan stainless steel benar-benar bersih. Kotoran, minyak, debu, atau sisa material lain dapat mengganggu kualitas sambungan dan memicu cacat las.
Beberapa hal yang perlu diperhatikan sebelum proses pengelasan:
- Bersihkan area las menggunakan cairan pembersih logam
- Hindari penggunaan sikat baja karbon
- Gunakan filler rod yang sesuai jenis stainless steel
- Pastikan material dalam kondisi kering
- Periksa kondisi tungsten sebelum digunakan
Persiapan yang baik akan membantu busur las lebih stabil dan mengurangi risiko kontaminasi selama proses pengelasan.
| Faktor Persiapan | Tujuan |
|---|---|
| Membersihkan material | Mencegah porositas dan cacat las |
| Memilih filler rod sesuai | Menjaga kekuatan sambungan |
| Mengecek tungsten | Menjaga stabilitas busur |
| Menghilangkan minyak/debu | Mengurangi risiko oksidasi |
Selain material, pengaturan mesin juga perlu diperhatikan. Untuk stainless steel tipis, gunakan ampere yang lebih rendah agar material tidak mudah melengkung atau tembus.
Teknik Las Argon untuk Menghasilkan Sambungan yang Rapi
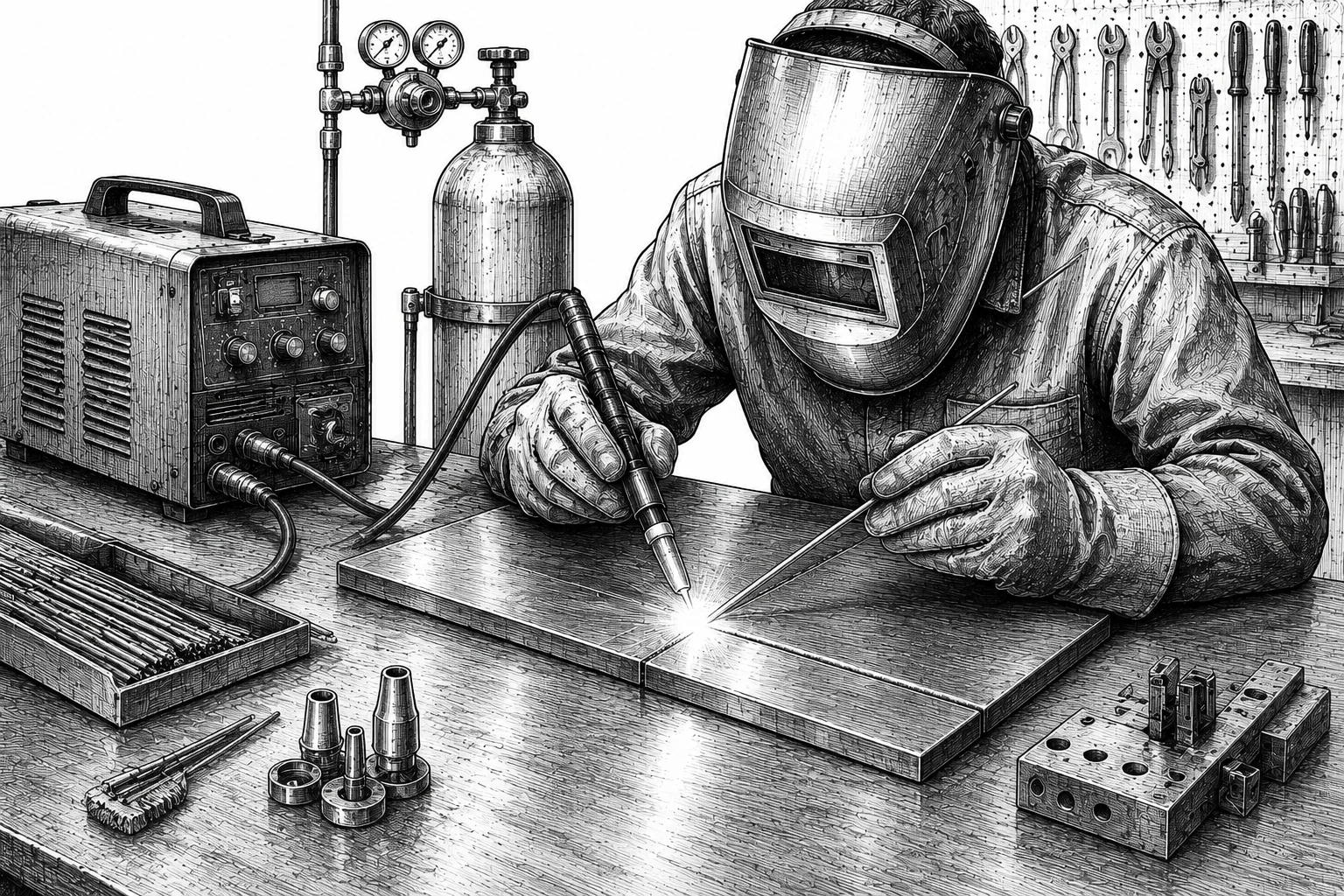
Setelah persiapan selesai, tahap berikutnya adalah mengontrol proses pengelasan dengan benar. Salah satu kunci utama adalah menjaga kestabilan panas dan gerakan tangan.
Sudut torch ideal berada pada kisaran 10–15 derajat dari permukaan material. Posisi ini membantu gas argon melindungi kolam las secara optimal sekaligus memberikan visibilitas yang baik kepada operator.
Jarak tungsten juga harus konsisten. Jika terlalu jauh, busur menjadi tidak stabil. Sebaliknya, jika terlalu dekat, tungsten berisiko menyentuh logam cair dan menyebabkan kontaminasi.
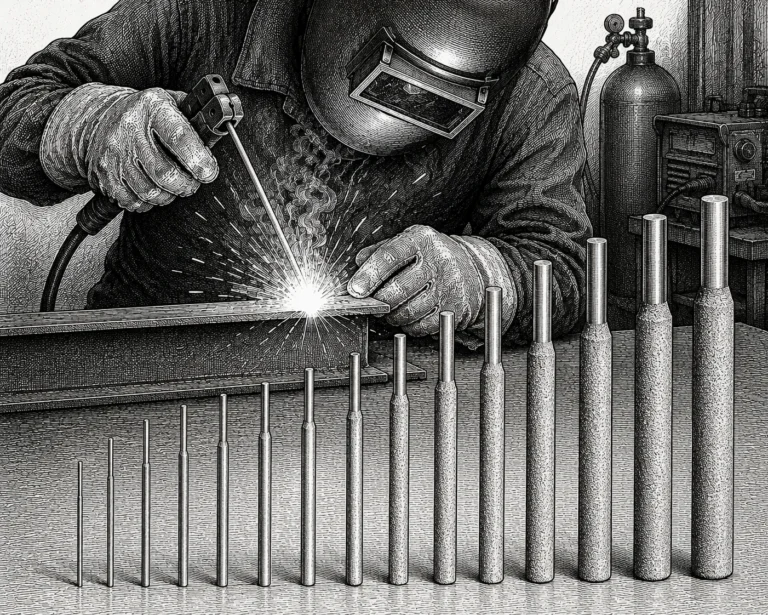
Saat menggunakan filler rod, masukkan logam pengisi secara bertahap ke bagian depan kolam las. Hindari memasukkan filler terlalu banyak sekaligus karena dapat membuat bead menjadi menumpuk dan kurang rapi.
Kecepatan gerakan tangan juga berpengaruh besar terhadap hasil akhir. Gerakan terlalu lambat menyebabkan panas menumpuk sehingga stainless steel berubah warna menjadi biru atau cokelat. Sementara itu, gerakan terlalu cepat membuat penetrasi kurang maksimal.
Bagi pemula, latihan koordinasi antara torch dan filler rod menjadi langkah penting untuk membangun kontrol yang baik selama proses pengelasan.
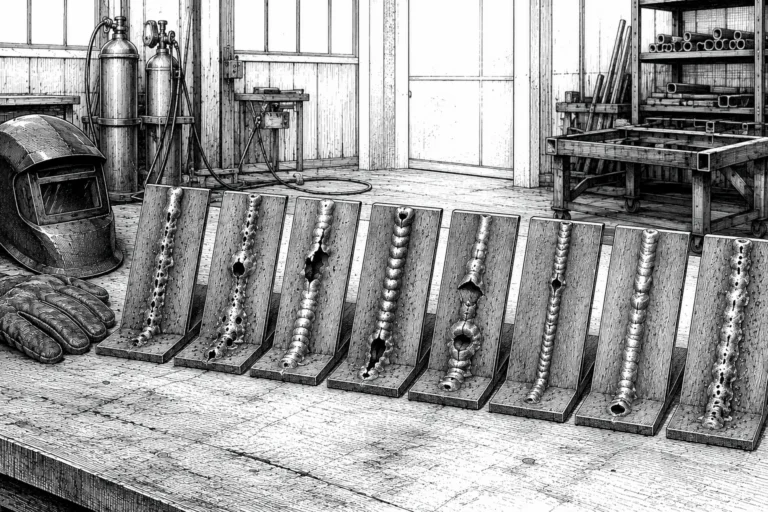
Hasil las biasanya mulai terlihat stabil ketika:
- Bentuk bead lebih seragam
- Warna sambungan lebih konsisten
- Percikan las semakin sedikit
- Kolam las lebih mudah dikendalikan
- Gerakan tangan terasa lebih natural
Selain itu, jika mesin TIG memiliki fitur pulse, manfaatkan fitur tersebut untuk membantu mengontrol panas, terutama saat mengelas material stainless yang tipis.
Dengan latihan yang konsisten dan pengaturan yang tepat, teknik las argon dapat menghasilkan sambungan stainless steel yang kuat, rapi, serta memiliki tampilan profesional. Kunci utamanya adalah menjaga kebersihan material, mengontrol panas, dan membangun koordinasi tangan yang baik selama proses pengelasan berlangsung.
FAQ Seputar Teknik Las Argon
Mengapa stainless steel berubah warna setelah dilas?
Biasanya disebabkan panas berlebih atau perlindungan gas argon yang kurang optimal selama proses pengelasan.
Berapa sudut torch yang ideal saat las TIG?
Umumnya sekitar 10–15 derajat dari permukaan material agar perlindungan gas dan kontrol kolam las lebih baik.
Apakah pemula bisa langsung mengelas stainless steel?
Bisa, tetapi disarankan berlatih terlebih dahulu pada material tipis agar lebih memahami pengaturan panas dan kontrol filler rod.